
看APS如何降低半成品库存
在成品制造企业中,例如电器行业,半成品与成品的工作如何协调一直是一个难点。仓库里半成品库存过高,很多部件生产出来后,很久都用不到,但是成品厂需要组装的时候,很多产品总是缺少几个部件。 成品生产企业中,会分成多个分工厂和车间生产产品的不同组件,齐套后再组装成为成品。

为什么会有齐套率低的问题,我们看企业的生产管理方式就能明白:
- 很多半成品为多产品的共用件,需要多少,什么时间需要统计起来有困难。
- 各分工厂都按ERP中的需求排程,而ERP给出的需求计划不准确,与组装厂的组装计划有很大差异。
比如ERP中的需求是月计划,只给出下个月各产品需要生产多少,而没有精确到每天需要生产什么产品,需要生产多少数量,需要多少配件,同类配件合并每天需要多少。分工厂在制定生产计划的时候也有很大的盲目性。
成品厂在编制组装计划的时候,只能看当前库存和需求,但是无法知道未来半成品的产出计划。或者只知道大概数量,不能精确地按分工厂产出排程。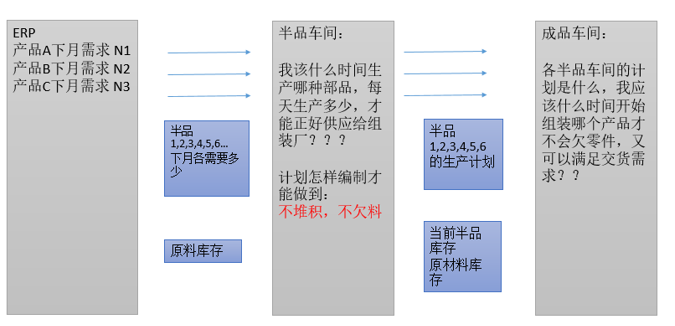 解决上面的问题,需要各分工厂协同排程。
解决上面的问题,需要各分工厂协同排程。
APS为企业提供了适合各分工厂协同排程的解决方案:
协同排程是各分工厂共享模型数据,在统一的BOM框架和订单下,通过数据交换进行排程。需要注意,协同排程不是由一个工厂负责排程,也不是在同一个计划中大家分工排程,而是通过分时作业和数据交换,达到各工厂独立又能协同的作业方式。
- 使用统一的数据库和系统模型。
- 每个分厂车间的计划是独立的,互相不干扰。
- 不允许两人操作同一个计划。
- 分工厂计划间做数据转换和流动。
- 分时按流程顺序作业。
- 反馈与调整,滚动式作业。
APS解决方案:以一个打印机厂为例。假设生产分为以下几个分工厂:总装、PCBA、注塑、钣金。在APS系统排程之前,我们首先确定分工厂生产各部件的所需平均工时(WIP)。经过统计,各分工厂生产从开始准备物料到完成生产入库的WP时间分别为:
- 注塑:3天
- PCBA:5天
- 钣金:5天
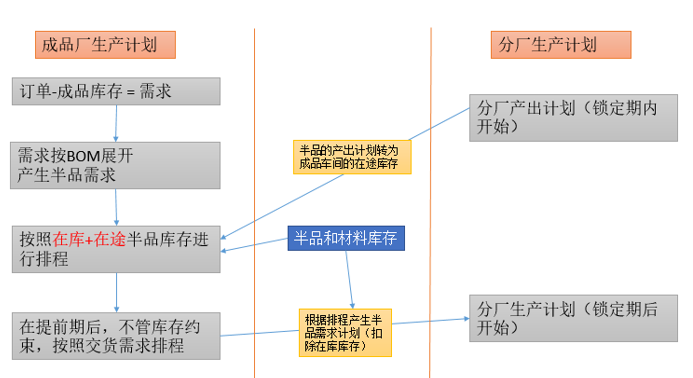
那么首先要定一个稳定期, 按WIP时间 + 计划锁定时间(暂定2天), 确定半成品的提前期为7天,设定以下原则:
- 半成品提前期暂定7天( 各分工厂生产的半品提前期可以不同,可按照生产WIP周期定义 );
- 在提前期内,组装线按照分工厂的产出计划排程;
- 提前期后,分工厂按照组装计划生产;
以下为工作流程:
 在APS系统中,采用独立计划方式管理排程,每个计划维护独立的一套排程数据:
在APS系统中,采用独立计划方式管理排程,每个计划维护独立的一套排程数据:
- 需求
- 工单
- 库存
- 料表
分工厂计划与总厂计划同时存在于数据库中,数据可以在计划之间进行交换。
综合以上所说,通过在计划间进行数据转换和流动,可以协调分工厂和总厂的计划及库存,协同排程,降低半成品整体库存水平,提升产品齐套率。

在中国制造业产业发展大潮中,APS生产排程系统软件供应商能够成功,成长,壮大的基础也正是由于APS产品和服务具有高度的复制使用度,进而实现大规模交付。安达发APS智能优化排程系统,国内业界优秀的智能排程引擎,为企业实现精细化生产计划、物料计划、提供了最基础最核心的保障。二十年磨砺,上百家大中型企业成功应用经验,安达发把真正的优化排程做到了极致。安达发既能为不同行业的不同用户订制所需,又是基于一定的平台实现在市场上的批量交付。大批中国制造业企业无不生存在快速变化的市场中,其整个生产、采购、物流、销售无不处于随时进行的调整中,精细管理、敏捷经营的理念的贯彻实行,必将为企业创造最大的价值。
