
如何实施和应用好APS(三)
关于如何实施和应用好APS,在上两篇文章中已经对工厂的业务过程详细地阐述过了,具体图如下:
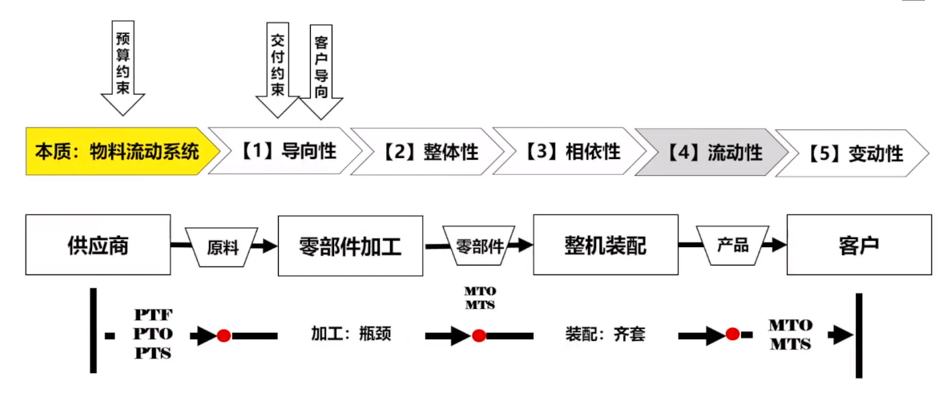
且通过我们的分析,可知作为工厂方,交付好、产出高、库存低是我们最终的目标,我们需要迁就客户、迁就齐套、迁就瓶颈和迁就物料的可得性。要实现迁就,需要考虑需求拉动,要做同步控制(包括时间同步、批量同步)。且对于先“拦”的部分已经加以阐述(具体看该账号上两篇文章)。
后“简”就是CCR排程,标准的APS是全工序排程,会排的比较细。但事实上,在实际的指引生产当中,没有太多的必要把每道工序都得排,原则上我们我们采用TOC的方法控制瓶颈就好了,所以我们在工厂里面又有多道工序,那要全局的,不能假排、需要真排。比如说在工厂里面有串联的三个车间比较复杂,那每个车间找出一个CCR,整个工厂从需求、到原料投入到统排,然后CCR制约关键的资源进行排程,然后冻结/变化,做可视化的监控。CTP/ATP做粗品,APS-TOC做细平衡,那这样粗细结合,排产的逻辑和我们产能的逻辑有所不同。排产的时候,我们往往是紧急优先,APS会把产能和物料分配给最紧急的订单,我们交期承诺的时候,是做关键料号、关键产能给我做一张工单,详细排产而言,要做一张全料、所有物料都要排出来。同时,排一个足够长的周期,要覆盖你的承诺交期,那这样的话,你把每一张订单的APS预排以后,每张工单的计划完工时间就知道了,那可以做可视化,把每一张订单的动态过程全部给呈现出来;同时,你可以识别“这张订单是因为物料引起的呢?还是关键产能引起的?”,这也可以查出来,因为APS 有这个功能,这是后“简”。
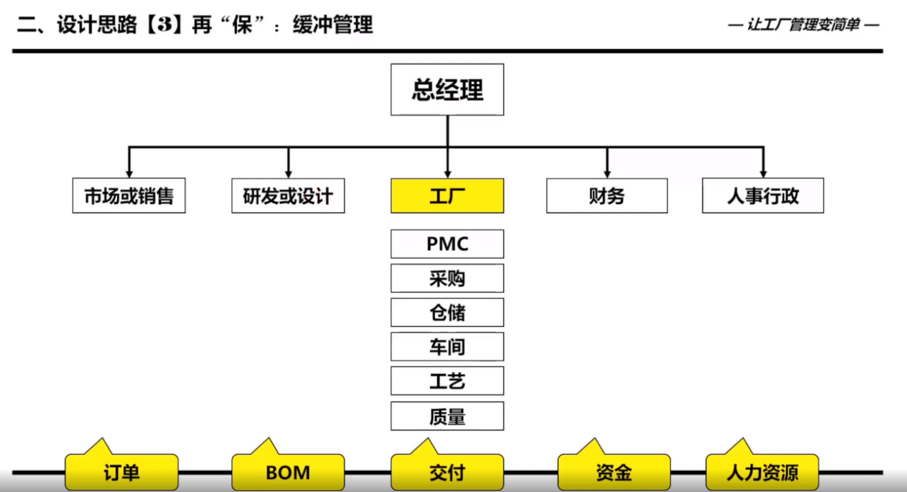
再“保”就是做缓冲管理,我们可以理解为这是一个调度会、调度机制或管理机制。做缓冲管理的第一件事情是把组织进行优化,这是我画的一个标准的组织机构,我希望把工厂作为一个整体。(1)市场或销售是拿订单的,研发或设计是出BOM或出图纸的,工厂就是负责全交付的(工厂拿到订单、拿到BOM,需要把它交付掉),财务是资金,人事行政的人力资源是为交付服务的,这样才是一个整体。其中,PMC、采购、仓储、车间、工艺和质量是工厂内部的供应链,车间是作业的、工艺和质量是为管理或支援车间的;(2)同时,需要做缓冲管理,即调度会,这是很关键的,是保证交期承诺和排产可以得到有效执行;(3)需要做数据治理,没有数据则无法完善,尤其是APS是数据计算的结果。如何去做呢?需要方法、工具、流程、机制和文化,这也是确保排程结果有效执行的保障,因为任何系统的有效应用,都需要一个机制来保障,这是其中的一个机制。缓冲管理里面的三项,一个要组织优化、第二个要建立一个调度的机制和第三有有数据类的保障,这三个东西都可以混在一起的,做持续改善的PDC的也可以。
这是关于如何实施和应用好APS的一部分看法。关于选择APS,安达发APS是一个不错的选择。安达发经过近20年行业经验的沉淀,解决了超大级数据量、多层次、多形态、复杂的、集成的供应链计划。针对各行业复杂的生产流程,安达发APS高级排程系统是基于供应链约束理论的先进计划与排产软件系统,通过同步考虑多种有限能力资源的约束,依据各种预设规则,通过非常复杂的智能化数学算法,反复模拟、试探、优化、计算,最终给出相对最优的详细计划,可以很好地解决了企业中存在的客户订单交期评估与答复、人工排产效率低、设备资源利用率低、物料计划与生产计划脱节、生产计划执行率低、库存积压与生产缺料等相关问题;同时,安达发APS高级排程系统与支持ERP、MRP和MES等多种系统无缝连接,让各企业真正把钱花在刀刃上。
篇幅原因,下篇我们针对如何实施和应用好APS的阐述还在继续,敬请关注。
