
如何实施和应用好APS(二)
关于如何实施和应用好APS,在上一篇文章中已经对工厂的业务过程详细地阐述过了,具体图如下:
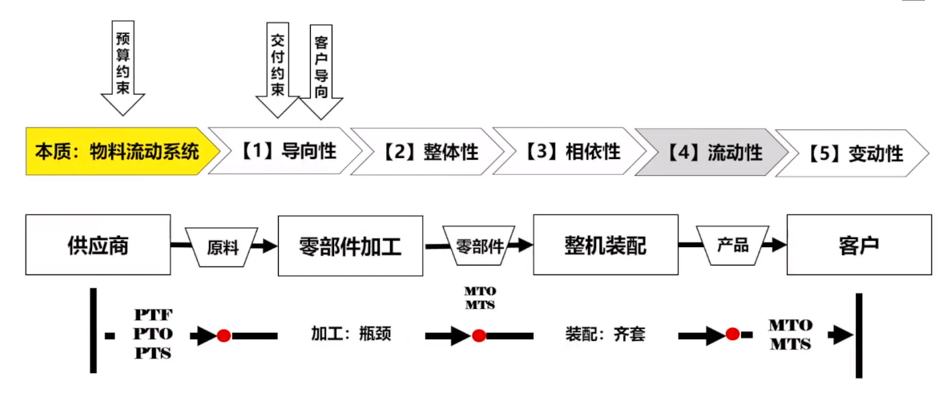
且通过我们的分析,可知作为工厂方,交付好、产出高、库存低是我们最终的目标,我们需要迁就客户、迁就齐套、迁就瓶颈和迁就物料的可得性。要实现迁就,需要考虑需求拉动,要做同步控制(包括时间同步、批量同步)。
那怎么实现呢?方法论是:1+3
- TOC方法:即聚焦,首先要聚焦整体,第二要聚焦流动,然后聚焦影响流动的关键限制、聚焦关键限制的关键制约。这个话有点拗口,但这个有逻辑,什么限制了流动?什么影响了流动?聚焦流动的关键制约的瓶颈,让它形成瓶颈的制约因素。
- IT工具:(1)交付承诺(CTP/ATP);(2)物料同步(MRP;(3)时间同步(APS)。
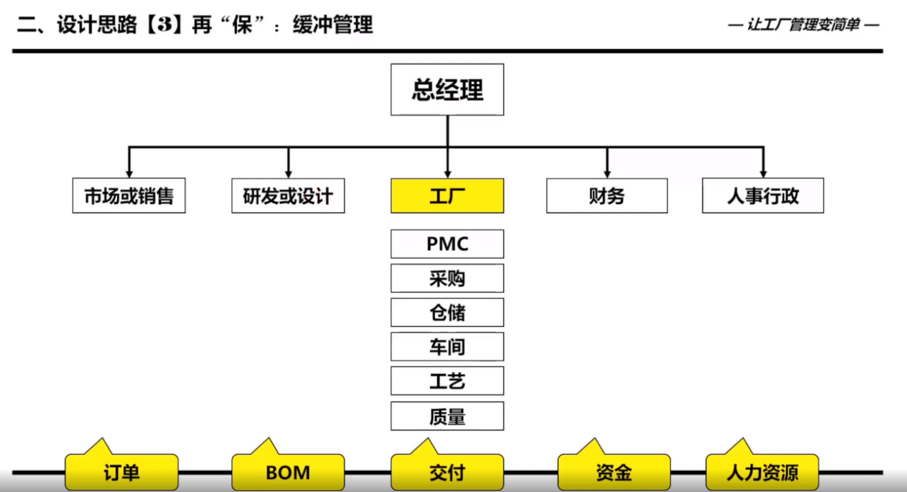
该方法论的设计思路是:先“拦”,后“简”,再“保”
先“拦”就是先把需求和批量给处理干净,然后APS实施的时候做TOC的简化模型,从而用流程来保障,叫先“拦”后“简”再“保”。这样的逻辑图,从需求、备料到排产。先“拦”主要是做粗平衡,关键物料和关键产能的平衡。
后“简”,就是CCR排程,再“保”组织、留存、数据的优化,这三个整个变了两级。整体上用交际承诺,即CTP/ATP来做平衡和优化,这是粗的;那APS是面向单工厂的优化,先做了整体的基于交付的拉通了,然后再做时间、批量的同步,这个同步拉动点已经平衡好承诺和交期,那这样做是总分结合了、是两级的计划过程。
作品主要实现主需求计划MDS,到主生产计划MPS(MDS→CTP/ATP→MPS),平衡以后用主生产计划的需求来拉动整体的零件工厂或者说整机工厂来做排产,结构上会简化。同时,也是可以和绝大部分企业里面的计划现状,一般企业里面都做二级计划,而不做一级计划。那一级计划里面的关键料号、关键产能,预先分配给先到的询盘、先到的客户需求,预分以后要实现预留(所以我称交期的关键,是预分、预占、预留,预留非常关键,就是后面来的订单不能把我前面已经承诺过的交期给破坏了,那这里面的关键就是粗排和锁定。)从主需求计划,然后形成了一个生产计划缺失了,APS后端的执行压力还是非常大的。
这是关于如何实施和应用好APS的一部分看法。关于选择APS,安达发APS是一个不错的选择。安达发经过近20年行业经验的沉淀,解决了超大级数据量、多层次、多形态、复杂的、集成的供应链计划。针对各行业复杂的生产流程,安达发APS高级排程系统是基于供应链约束理论的先进计划与排产软件系统,通过同步考虑多种有限能力资源的约束,依据各种预设规则,通过非常复杂的智能化数学算法,反复模拟、试探、优化、计算,最终给出相对最优的详细计划,可以很好地解决了企业中存在的客户订单交期评估与答复、人工排产效率低、设备资源利用率低、物料计划与生产计划脱节、生产计划执行率低、库存积压与生产缺料等相关问题;同时,安达发APS高级排程系统与支持ERP、MRP和MES等多种系统无缝连接,让各企业真正把钱花在刀刃上。
篇幅原因,下篇我们针对如何实施和应用好APS的阐述还在继续,方法论如下,敬请关注。